
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

வீடு
>
தயாரிப்புகள் > துல்லியமான உலோக முத்திரை > அலுமினிய ஸ்டாம்பிங் > தனிப்பயன் உலோக முத்திரை இறக்கிறது





தனிப்பயன் உலோக முத்திரை இறக்கிறது
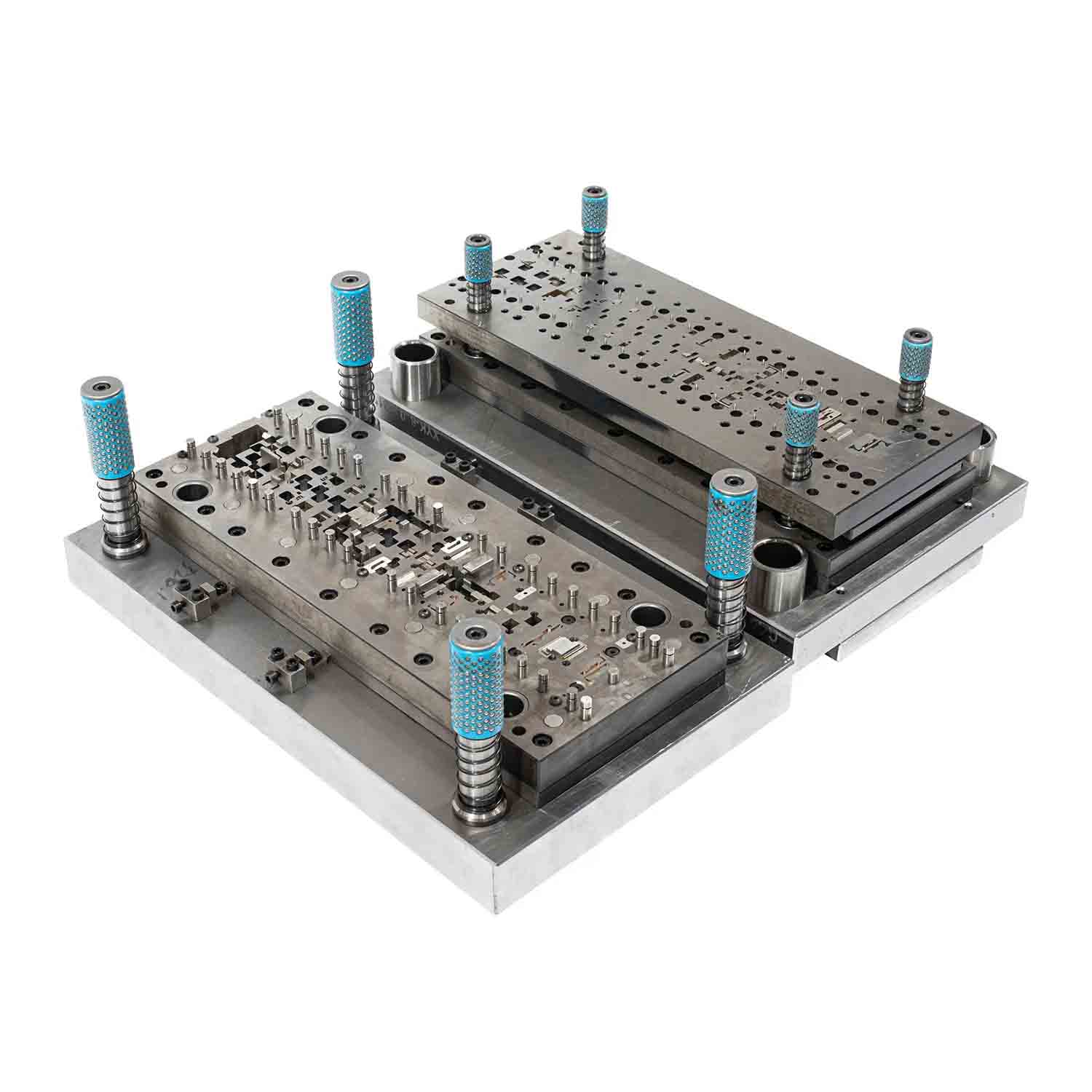
Xiamen Hongyu Intelligent Technology Co., Ltd இன் கஸ்டம் மெட்டல் ஸ்டாம்பிங் டைஸ், ஆட்டோமொபைல்கள், மருத்துவ பராமரிப்பு மற்றும் விண்வெளி போன்ற தொழில்களில் பரவலாகப் பயன்படுத்தப்படுகிறது, உயர்தர உலோகப் பாகங்களுக்கான துல்லியமான அச்சுகளை தயாரிப்பதில் நிபுணத்துவம் பெற்றது. பொதுவாக, எஃகு அல்லது கடினமான அலாய் போன்ற அதிக வலிமை கொண்ட பொருட்கள் ஏற்றுக்கொள்ளப்படுகின்றன. ஒவ்வொரு வாடிக்கையாளரின் குறிப்பிட்ட தேவைகளுக்கு ஏற்ப டிசைன்களை Hongyu தனிப்பயனாக்கலாம்.
விசாரணையை அனுப்பு
தயாரிப்பு விளக்கம்
கஸ்டம் மெட்டல் ஸ்டாம்பிங் டைஸின் உற்பத்தி என்பது பொருட்களை குறிப்பிட்ட வடிவங்களில் செயலாக்கப் பயன்படுத்தப்படும் ஒரு பொதுவான தொழில்துறை செயலாக்க முறையாகும். வெகுஜன தயாரிப்புகளின் உற்பத்தியில் இது மிகவும் பொதுவான செயல்முறையாகும். The application scenarios of mold processing are very extensive, ranging from automotive parts, aerospace to hardware accessories. எனவே, அச்சுகள் "தொழிலின் தாய்" என்றும் அழைக்கப்படுகின்றன. சீனாவில், Xiamen Hongyu Intelligent Technology Co., LTD., முன்னணி உலோக ஸ்டாம்பிங் நிறுவனங்களில் ஒன்றாக, கடுமையான தரக் கட்டுப்பாட்டைக் கொண்டுள்ளது. மூலப்பொருள் ஆய்வு, செயல்முறை ஆய்வு மற்றும் இறுதி ஆய்வு மூலம், எங்கள் வாடிக்கையாளர்களுக்கு சிறந்த தயாரிப்புகளை வழங்க நாங்கள் தயாராக உள்ளோம்.
செயல்முறை திட்டத்தை தீர்மானிக்கவும்
Formulating the Metal Stamping Dies process plan is an important part. செயல்முறை பகுப்பாய்வில் வடிவ பண்புகள், பரிமாண துல்லியம் மற்றும் பணிப்பகுதியின் மேற்பரப்பு தர தேவைகள் ஆகியவற்றின் அடிப்படையில் செயல்முறை பகுப்பாய்வு அடங்கும். முதலாவதாக, வெறுமையாக்குதல், குத்துதல், வளைத்தல், நீட்டுதல், விரித்தல் மற்றும் வீங்குதல் போன்ற அனைத்து அடிப்படை செயல்முறைகளையும் உறுதிப்படுத்தி பட்டியலிடுவது அவசியம்.
செயல்முறை கணக்கீடுகள் மற்றும் வடிவம் மற்றும் பரிமாண துல்லியத்திற்கான தேவைகள் ஆகியவற்றின் அடிப்படையில், செயல்முறைகளின் எண்ணிக்கை தீர்மானிக்கப்படுகிறது, நீட்டிக்கப்பட்ட பகுதிகளுக்கான நீட்சி நேரங்களின் எண்ணிக்கை மற்றும் வளைந்த பகுதிகளுக்கான செயலாக்க நேரங்களின் எண்ணிக்கை போன்றவை.
செயலாக்கத்தின் சிதைவு பண்புகள், பரிமாணத் துல்லியத் தேவைகள் மற்றும் செயல்பாட்டு வசதி ஆகியவற்றின் அடிப்படையில் செயலாக்க வரிசை தீர்மானிக்கப்படுகிறது. உதாரணமாக, ஒரு தயாரிப்புக்கு ஸ்டாம்பிங் மற்றும் வளைக்கும் செயலாக்க முறைகள் இரண்டும் தேவைப்பட்டால், அதை முதலில் முத்திரையிட்டு பின்னர் வளைக்க வேண்டுமா அல்லது முதலில் வளைத்து பின்னர் முத்திரையிட வேண்டுமா?
உற்பத்தித் தொகுதி, அளவு, துல்லியத் தேவைகள், முற்போக்கான டை ஸ்டாம்பிங் உற்பத்தி நிலை மற்றும் உபகரண உற்பத்தித் திறன் போன்ற பல்வேறு காரணிகளின் அடிப்படையில், கூட்டு முத்திரை செயல்முறை, தொடர்ச்சியான ஸ்டாம்பிங் செயல்முறை போன்றவை. உயர் துல்லியமான தயாரிப்புகள் கலவை டை ஸ்டாம்பிங்கிற்கு ஏற்றது.

பண்புகளை உருவாக்குதல்
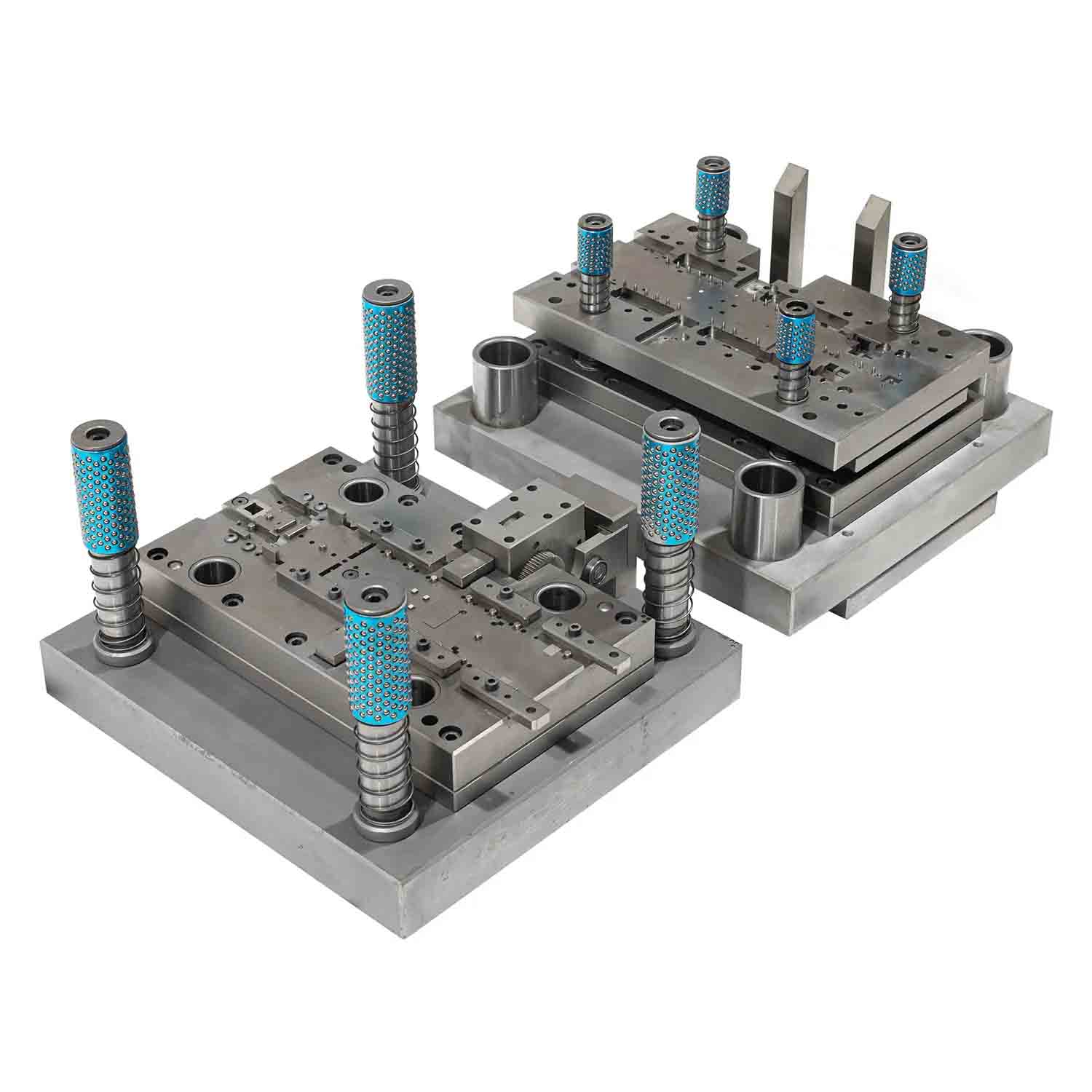
உலோகம் அல்லது உலோகம் அல்லாத பொருட்கள் மெட்டல் ஸ்டாம்பிங் டைஸில் வைக்கப்படுகின்றன, மேலும் ஸ்டாம்பிங் இயந்திரத்தால் அழுத்தம் கொடுக்கப்பட்டு, பொருட்களை சிதைத்து, அதன் மூலம் தேவையான பாகங்களைப் பெறுகிறது. இது ஸ்டாம்பிங் செயல்முறை. ஸ்டாம்பிங் தொழில்நுட்பம் பரவலாகப் பயன்படுத்தப்படுகிறது மற்றும் உலோகத் தாள்கள், பார்கள் மற்றும் உலோகம் அல்லாத பொருட்களை செயலாக்க முடியும். ஸ்டாம்பிங் செயலாக்கம் முக்கியமாக அறை வெப்பநிலையில் மேற்கொள்ளப்படுகிறது.
அச்சுகளின் உற்பத்திக்கு அதிக செயலாக்க துல்லியம் மட்டுமல்ல, பதப்படுத்தப்பட்ட பகுதிகளின் நல்ல மேற்பரப்பு தரமும் தேவைப்படுகிறது. ஒரு பொதுவான அச்சின் வேலை செய்யும் பகுதியின் உற்பத்தி சகிப்புத்தன்மை ± 0.01 மிமீக்குள் கட்டுப்படுத்தப்பட வேண்டும், மேலும் சில உயர் துல்லியமான பகுதிகளுக்கு, இது மைக்ரோமீட்டர் மட்டத்தில் கூட கட்டுப்படுத்தப்பட வேண்டும். இதற்கிடையில், வேலை செய்யும் பகுதியின் மேற்பரப்பு கடினத்தன்மையும் 0.4μm க்கும் குறைவாக இருக்க வேண்டும். அச்சுகளின் துல்லியம் தயாரிப்பின் துல்லியத்தை தீர்மானிக்கிறது, மேலும் அச்சுகளின் கடினத்தன்மை உற்பத்தியின் கடினத்தன்மையை தீர்மானிக்கிறது. மெட்டல் ஸ்டாம்பிங் டையின் வேலை செய்யும் பகுதி பொதுவாக இரண்டு அல்லது மூன்று பரிமாணங்களைக் கொண்ட சிக்கலான வளைந்த மேற்பரப்பு ஆகும், இது பொருள் கடினத்தன்மைக்கு அதிக தேவைகளைக் கொண்டுள்ளது. இது வழக்கமாக அச்சுகளை மீண்டும் மீண்டும் முத்திரையிடுதல் செயலாக்கத்தின் உயர்-தீவிர வேலைத் தேவைகளைப் பூர்த்தி செய்வதற்காக அணைக்கப்பட்ட கருவி எஃகு போன்ற பொருட்களால் ஆனது.
ஸ்டாம்பிங் செயல்முறைகளின் பல்வேறு செயல்திறன் தேவைகள் முழுமையானவை அல்ல, குறிப்பாக தற்போது ஸ்டாம்பிங் தொழில்நுட்பத்தின் விரைவான வளர்ச்சியின் பின்னணியில். We need to select a reasonable processing method based on the actual production demands and possibilities, correctly formulate the stamping process flow and choose an appropriate die structure, which should not only meet the technical requirements but also the conditions of the stamping process.
வடிவமைப்பு
மெட்டல் ஸ்டாம்பிங் டைஸின் வடிவமைப்பு என்பது ஒரு முறையான மற்றும் விரிவான செயல்முறையாகும், இதில் பொருள் சிதைவு, இயந்திர கணக்கீடு மற்றும் துல்லியமான எந்திரம் ஆகியவை அடங்கும். எடுத்துக்காட்டாக, ஸ்டாம்பிங் டை என்பது வெட்டுவதற்கு, வெறுமையாக்க அல்லது குத்துவதற்குப் பயன்படுத்தப்படும் டை ஆகும். அவற்றில் பெரும்பாலானவை கேஸ்கெட் கட்டிங் மற்றும் ஹார்டுவேர் பார்ட்ஸ் கட்டிங் போன்ற துறைகளில் பயன்படுத்தப்படுகின்றன. அச்சின் வெட்டு மேற்பரப்பு மீண்டும் மீண்டும் முத்திரையிடப்பட வேண்டும் என்பதால், HRC58-62 டிகிரி அல்லது டைட்டானியம் முலாம் பூசுவது போன்ற வெட்டு விளிம்பின் வெப்ப சிகிச்சையை கருத்தில் கொள்வது அவசியம். இது அச்சுகளின் சேவை வாழ்க்கையை நீட்டிக்க முடியும் மற்றும் பாகங்கள் வெட்டுவதில் அச்சு உடைகள் ஏற்படும் அதிகப்படியான பர்ர்களின் தாக்கத்தை குறைக்கலாம்.
சூடான குறிச்சொற்கள்: தனிப்பயன் உலோக ஸ்டாம்பிங் டைஸ், சீனா, உற்பத்தியாளர்கள், சப்ளையர்கள், தொழிற்சாலை, மேற்கோள், தரம்
தயாரிப்பு குறிச்சொல்
தொடர்புடைய வகை
அலுமினிய ஸ்டாம்பிங்
பித்தளை பாகங்கள் ஸ்டாம்பிங்
துருப்பிடிக்காத எஃகு பகுதி முத்திரை
இன்கோனல் பார்ட் ஸ்டாம்பிங்
விசாரணையை அனுப்பு
தயவுசெய்து உங்கள் விசாரணையை கீழே உள்ள படிவத்தில் கொடுக்க தயங்க வேண்டாம். நாங்கள் உங்களுக்கு 24 மணி நேரத்தில் பதிலளிப்போம்.








